
�������ģ�߽Y���OӋ
2016-6-21 17:15:41�c����
��עϵ�y���OӋ
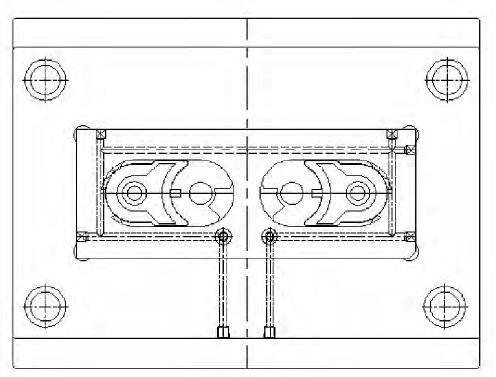
������朰�Ҫ�����⻬���������^�����ģ���x�Âȝ��ڡ����˱��C���������x�����Ν��ڣ�ԓ����M�Ͽڌ�韣��ɱ��C�M��ͨ����ͬ�rҲ�ɽ�����Ʒ�ăȑ������p�ٳ�Ʒ׃�Ρ�����λ�õ��x����D2 ��ʾ����עϵ�y�����������M�������ȝ��ں����ϗU�ȽM�ɡ����������ֱ����3.5mm��Óģб�Ȟ�1�� �� �M���������Π��A�Σ�ֱ���� 6.0mm�� ���Ν�����ڳߴ猒�Ȟ�3.0mm����Ȟ�0.8mm��б�Ȟ�40�㣻 ���ϗU���O���Ǟ��˱��C��עϵ�y���������Óģ��ֱ���� 6.0mm��
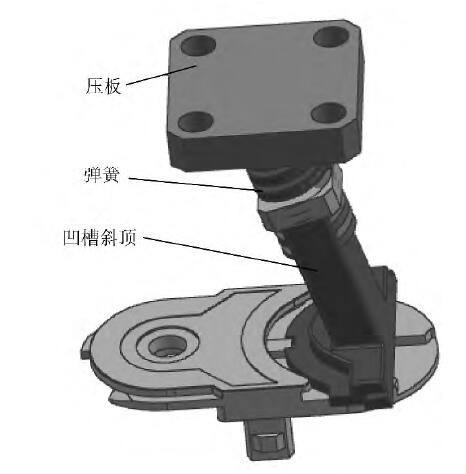
����ʹע�ܹ������Óģ���OӋ��о�C������о�C����Ш�o�K�����K������о�������ۺ���λ��ᔵȽM�ɣ���D3 ��ʾ���_�͂Ȱ��ij�о�OӋ���ģ��о�����о������о�����С�� Ш�o�K������ᔹ̶��ڶ�ģ���ϣ��c���K����T �Ͳ��B�ӣ��_ģ��Ш�o�K�ͻ��K�����\�Ӵ�ʹ���K���ӂ���о�����������Ƅӣ����F���_����о�͂Ȱ�����о�c�ܼ���Ó�x��
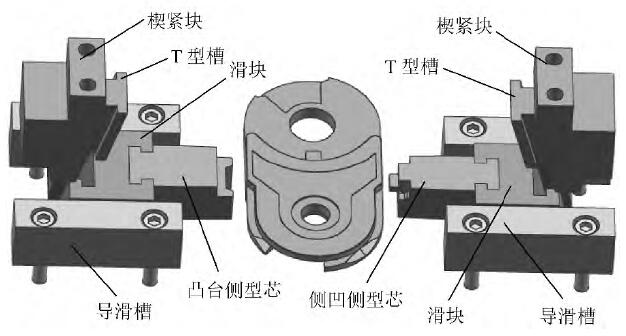
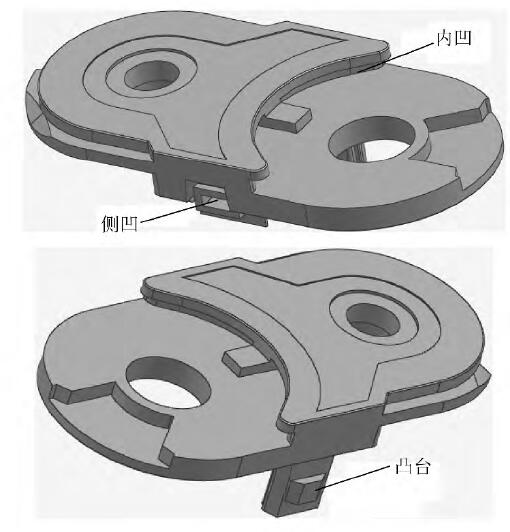
��ʹ�ܼ��ăȰ����_ģ�r���Óģ���OӋ�˶�ģ��о�C����ԓ�C���ɉ��塢���ɺͰ���б픵ȽM�ɣ���D4 ��ʾ���_ģ�r��һֱ̎�ډ��s��B�ď������_���a���ď���ʹ�ð���б�������\�ӣ�ֱ������б픺���Ó�x�����F��ģ����б픵�Óģ��
������朰�Ҫ�����⻬���������^�����ģ���x�Âȝ��ڡ����˱��C���������x�����Ν��ڣ�ԓ����M�Ͽڌ�韣��ɱ��C�M��ͨ����ͬ�rҲ�ɽ�����Ʒ�ăȑ������p�ٳ�Ʒ׃�Ρ�����λ�õ��x����D2 ��ʾ����עϵ�y�����������M�������ȝ��ں����ϗU�ȽM�ɡ����������ֱ����3.5mm��Óģб�Ȟ�1�� �� �M���������Π��A�Σ�ֱ���� 6.0mm�� ���Ν�����ڳߴ猒�Ȟ�3.0mm����Ȟ�0.8mm��б�Ȟ�40�㣻 ���ϗU���O���Ǟ��˱��C��עϵ�y���������Óģ��ֱ���� 6.0mm��
�D6 ��sˮ·ʾ��D
�D4 ��ģ��о�C��
�D3 �����о�C��
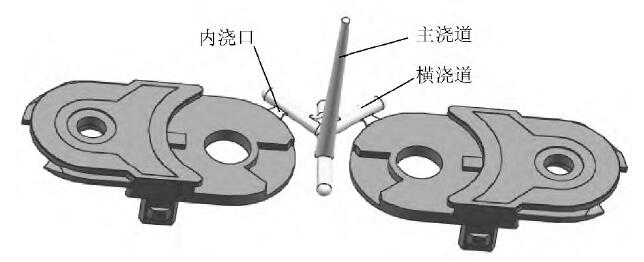
�D2 ��עϵ�y
�D1 ������朰�
��о�C�����OӋ����ʹע�ܹ������Óģ���OӋ��о�C������о�C����Ш�o�K�����K������о�������ۺ���λ��ᔵȽM�ɣ���D3 ��ʾ���_�͂Ȱ��ij�о�OӋ���ģ��о�����о������о�����С�� Ш�o�K������ᔹ̶��ڶ�ģ���ϣ��c���K����T �Ͳ��B�ӣ��_ģ��Ш�o�K�ͻ��K�����\�Ӵ�ʹ���K���ӂ���о�����������Ƅӣ����F���_����о�͂Ȱ�����о�c�ܼ���Ó�x��
��ʹ�ܼ��ăȰ����_ģ�r���Óģ���OӋ�˶�ģ��о�C����ԓ�C���ɉ��塢���ɺͰ���б픵ȽM�ɣ���D4 ��ʾ���_ģ�r��һֱ̎�ډ��s��B�ď������_���a���ď���ʹ�ð���б�������\�ӣ�ֱ������б픺���Ó�x�����F��ģ����б픵�Óģ��
�Ƴ��C�����OӋ
�C�Ͽ��]�ܼ��ĽY�����x���ƗU�Ƴ��ķ�ʽ�Ķ�ģ��ȡ���ܼ����ƗU���Ϟ�45 䓣���3 �NҎ�քe��ֱ���� 6.0mm ���ƗU1��ֱ����4.0mm���ƗU2��ֱ���馼 3.0mm ���ƗU3��3֧�ƗU����ֲ��ڹ����͝�עϵ�y���ϱ��棬��D5 ��ʾ��ģ�ߵď�λ�C�����Ï�λ�U�c��λ������Y�ϵĽY�����������Ƴ��ܼ������Ï��������ƗU���r��λ��ͬ�r���ֹģ�ߵ�׃�Σ��O����֧��������Ч��������ģ�ߵď��ȣ��Ķ����Lģ�ߵ�ʹ�É�����
��sϵ�y���OӋ
ԓ�ܼ���Ҫ�������a����Ҫ�����⻬���������^�����ģ���OӋ����sϵ�y������ģ�ߵĽY�����ڶ�ģ�̈́�ģ�зքe�O������sˮ·����D6��ʾ����sˮ�ܾ���ֲ�����о�����ǻ���ϣ�ˮ·����ˮ����ֱ����6.0mm �ĈA���~�|ˮ�ܡ�
- ��һƪ���������Ϙ�ʽȫ���]��� 2016/6/28
- ��һƪ��������朽Y��������B 2016/6/10